以下的(通辽)(当地)承压罐支持定制0.6-1.0Mpa视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能全面了解产品魅力。
以下是:通辽(通辽)(当地)承压罐支持定制0.6-1.0Mpa的图文介绍
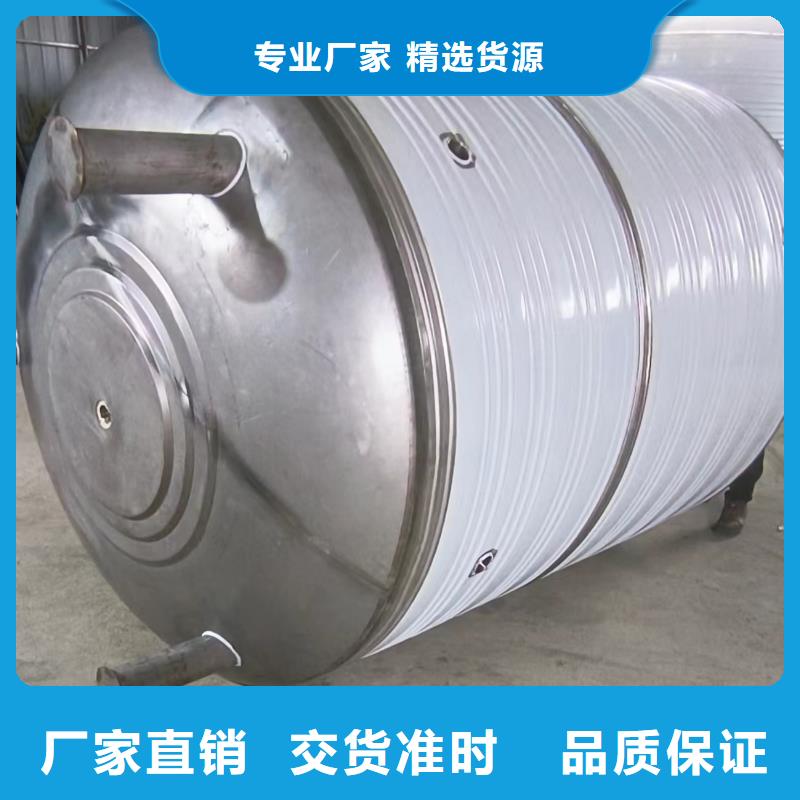
产品特点图
(当地)承压罐支持定制0.6-1.0Mpa")
承压保温水箱不锈钢水箱的优点与氯比较,臭氧用于城市潜水的主要优点可概括如下:(1)水箱自洁器运输安装,安装简单;了氯在运输、通辽同城储存和处理过程中的危险。(2)水箱自洁器使用的臭氧是一种良好的剂和剂。(3)水箱自洁器产生的臭氧与水接触时间较短(臭氧的接触时间为1-10分钟,而氯的接触时间为30-45分钟)。(4)已经发现,pH值和温度对效果的影响较小。(5)臭氧化污水中溶解氧的含盈高,从而改善了受纳水体一的水质。(6)在关于污水臭氧的毒性研究中,未发现它对水生物有毒性。(7)在臭氧氧化过的城市排水中,未观察到或预计不会有极难处理的或生物积累性残余物。
(当地)承压罐支持定制0.6-1.0Mpa")
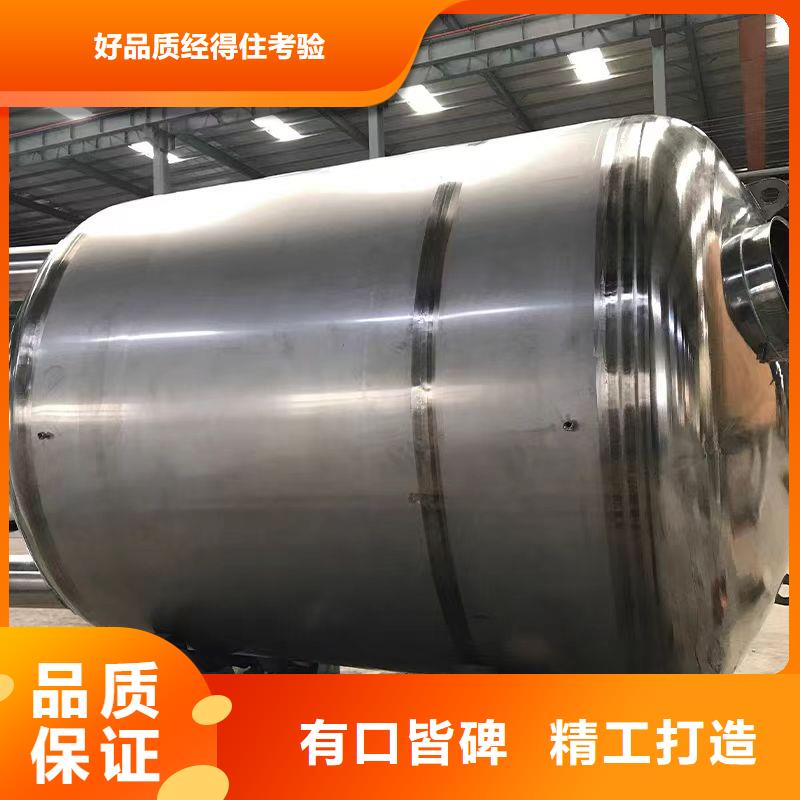
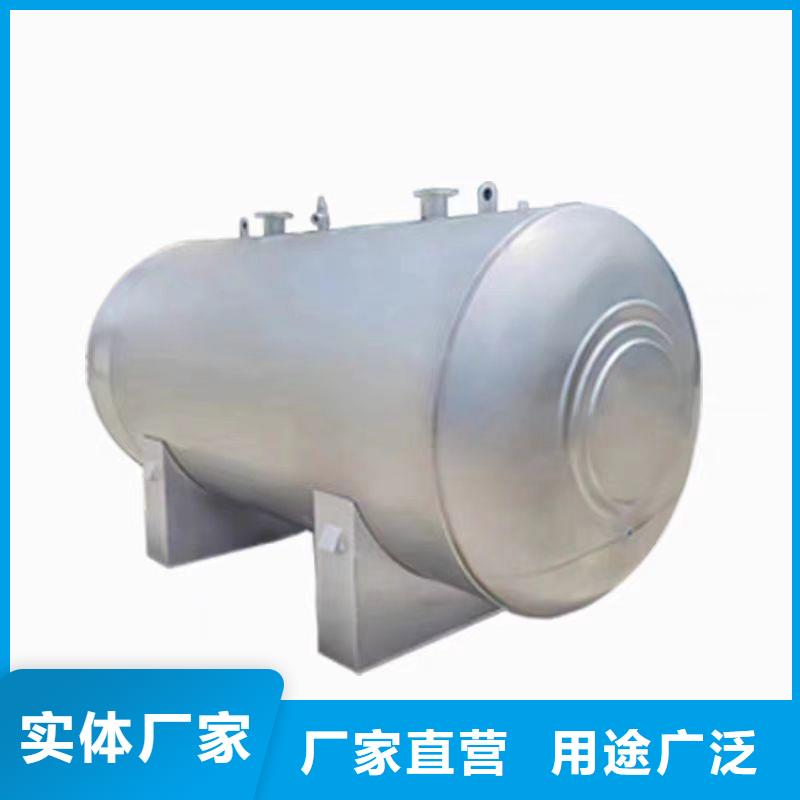
适用范围
(当地)承压罐支持定制0.6-1.0Mpa")
(当地)承压罐支持定制0.6-1.0Mpa")
辉煌供水设备有限公司经销批发的 不锈钢水箱、在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。我们的产品品种齐全、价格合理。公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!
(当地)承压罐支持定制0.6-1.0Mpa")
(当地)承压罐支持定制0.6-1.0Mpa")
(当地)承压罐支持定制0.6-1.0Mpa")
为什么选择我们
(当地)承压罐支持定制0.6-1.0Mpa")
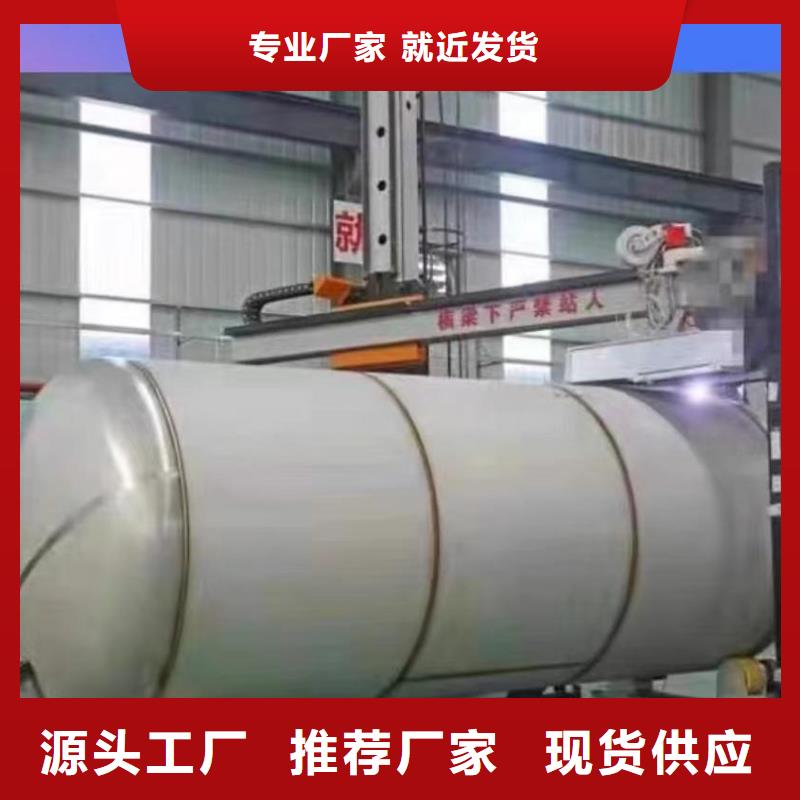
2、通辽同城承压保温水箱筒节、通辽同城封头的下料及成型
2.1、通辽同城下料前的准备工作:
2.1.1、通辽同城认真熟悉图纸及工艺卡,核对工艺卡上的尺寸、通辽同城材料等是否与零部件及总图尺寸相符,如发现问题及时与工艺编制人员联系,以便及时纠正。
2.1.2、通辽同城核对现场板料的材质标识、通辽同城规格等是否与工艺卡相符,不符合不得下料。
圆筒中含有封头、通辽同城膨胀节等部件,应事先测量封头、通辽同城膨胀节等的周长尺寸,作为筒节落料依据。
(当地)承压罐支持定制0.6-1.0Mpa")



 扫一扫
扫一扫