(崆峒) 螺旋管好货直销产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:崆峒(崆峒) 螺旋管好货直销的图文介绍
聚力群达金属材料有限公司将秉承“企业成功 、员工幸福 、回报社会”企业使命,凭借品牌、技术、市场、服务等强大实力,恪守“艰苦奋斗、务实高效、合作共赢”核心价值观,全力打造一个 冷拉扁钢、行业竞争优势显著、企业特色鲜明、社会尊重、员工自豪的优质企业。
 螺旋管好货直销")
 螺旋管好货直销")
螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。
 螺旋管好货直销")
 螺旋管好货直销")
 螺旋管好货直销")
在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。
 螺旋管好货直销")
 螺旋管好货直销")
 螺旋管好货直销")
螺旋管生产工艺分析:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、崆峒本地剪边、崆峒附近刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
 螺旋管好货直销")
 螺旋管好货直销")
 螺旋管好货直销")
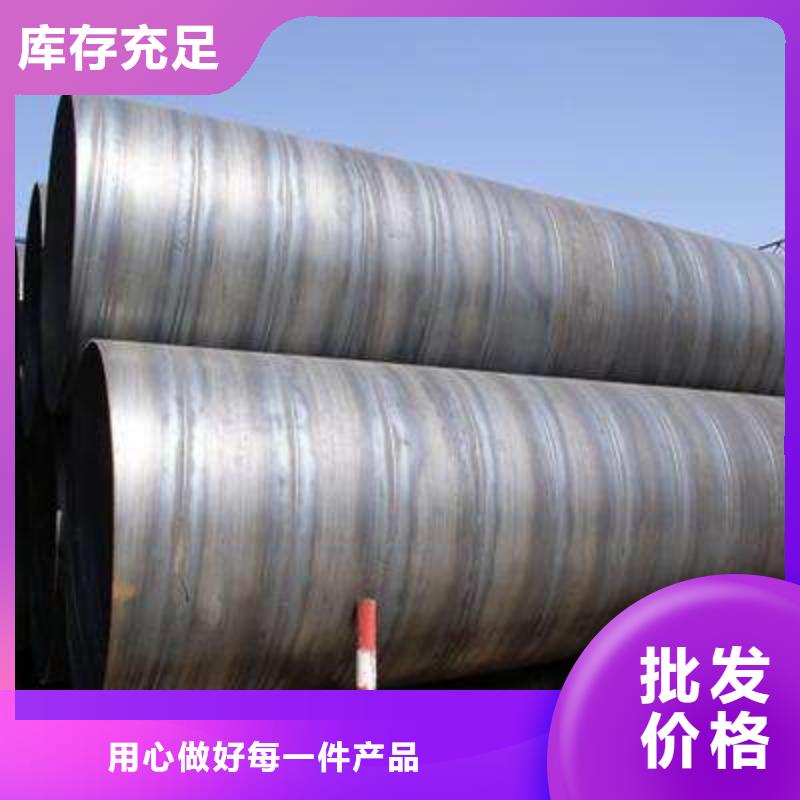
螺旋管是以带钢卷板为原材料,经常温揉捏成型,以主动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。沧州驰诚管道有限公司是一家专业出产双面埋弧螺旋焊钢管,直缝焊管和防腐保温钢管于一体的大型螺旋钢管厂家,咱们所出产的螺旋钢管承压力强,塑性好,运送率高,遭到各界客户好评。
大口径厚壁螺旋钢管管材的优势,厚壁钢管外表巩固的氧化膜使不锈钢在包含软水在内的一切水质中都具有优异的耐腐蚀性,即便埋地运用也有优秀的耐蚀性,并且还有很好的耐冲蚀功能。螺旋钢管外表受高流速和湍流状的流体冲击,一起遭到磨损和腐蚀的损坏,称为磨损腐蚀。

 扫一扫
扫一扫